目前,運用數字式數據處理比模擬電子技術顯示了極大的優越性,隨著探傷技術的發展,數字信號處理與分析已不再僅僅是輔助技術,而是一種基本技術。高性能的A/D轉換器和高效率的微處理器的問世,將不斷地取代模擬電子的技術,尤其在高頻領域應用模擬電子技術明顯受到限制。數字化超聲波探傷使測試系統開拓了新的檢測能力。
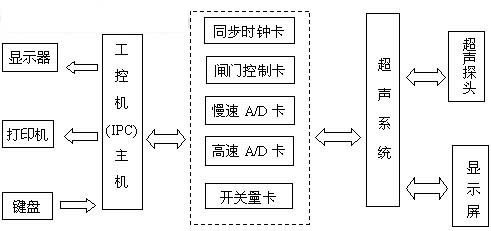
數字化超聲波探傷儀的整個系統由計算機(工控機IPC)作為主機(上位機),以單片機芯片為主構成的四塊專用板卡及系統構成及通用的開關量I/O板卡組成下位機,統一控制管理超聲系統(見下圖)。
工控機管理的數字式超聲探傷系統結構
系統程序流程:系統上電運行探傷操作程序→IPC機送下位機初始數據→中斷響應進入缺陷判斷報警程序→IPC機讀取底波峰值電壓VB,缺陷波峰值電壓VF,底波距發射的時間TF信號及一組高速采樣數據→分析計算處理數據→符合缺陷判斷條件報警→顯示屏上畫出高速采樣波形→調整后的閘門和衰減量等參數存儲,待下一循環送出→返回探傷操作程序,并等待響應下一次中斷。
由此,可見計算機與傳統的超聲檢測系統相結合時,是超聲檢測技術向數字化、智能化方向發展的一個突破,因為它具有了以下的特點:
計算機控制的超聲檢測系統可自動選擇檢測參數
相互校正自動選擇操作工藝
自動記錄數據
進行換能器的自動補償和檢測結果的自動判斷
從而實現自動判傷,自動讀出和顯示缺陷位置與當量值,并存儲和打印輸出探傷報告,大大地提高了探傷結果的可信度。
數字超聲波探傷儀是目前研究的熱點,主要集中在研究其適應性強,靈敏性高。我段自2000年引進數字式超聲波探傷儀后,使我段在SS7型電力機車檢修中車軸及輪箍的缺陷檢測得率大有提高,尤其是同型機車且均運營在南昆線上,昆明機務段已有幾起崩箍事故發生,而我段還無一類似事故。這是因為我段在事故發生前將缺陷檢出,從而避免了事故的發生,如我段在2000年檢測出12個輪箍有超限缺陷,2001年檢測出13個輪箍有缺陷,3條車軸有裂紋。由此可見,數字式超聲波探傷儀的缺陷檢出可信度是模擬超聲波探傷儀所無法比擬的,因此,發展數字式超聲波檢測技術在機車檢測領域的應用是極其重要的。
- 上一篇:返回列表
- 下一篇:超聲波探傷儀在鍛件與鑄件探傷時的應用技巧